uniasen – Your trusted carbon steel pipe manufacturer
Unisen (Tianjin) Co., Ltd. is a leading carbon steel pipe manufacturer, supplier, and exporter in China, dedicated to providing high-quality steel pipes and related products to customers around the world. Our product line covers a variety of pipe types, including ERW pipes, SMLS pipes, line pipes, sprinkler pipe, shoulder pipes, OTCG, and pipe fittings, which are widely used in many industries such as petroleum, chemical, construction, water conservancy, and coal.
With modern production facilities and advanced automated steel pipe welding lines, our annual production capacity can reach 20,000 tons, enabling us to meet the diverse needs of our customers. Our team has over 20 experienced industry experts. They will advise you and provide solutions to help you finish your projects more efficiently.
Find out more about how UNIASEN can help you succeed!
About us
Categories
Hot Products




Why are our carbon steel pipes popular all over the world?

Rich Experience
We have been serving oil and gas companies for more than 20 years. So far, we have in-depth cooperation with more than 1,000 well-known companies.
Diversified Product Lines
To meet the diverse needs of the market. Uniasen provides carbon steel pipes for different purposes. The types and manufacturing processes of different carbon steel pipes can be viewed.
On-Time Delivery
We have more than 20,000 tons of pipe products in stock, and we can deliver the products in stock to the port of shipment within 7 days.

27
Years Experience
279
Project Done
235
Employee
1292
Happy Clients
Our Projects
UNIASEN has rich experience in carbon steel pipe manufacturing. Its products are widely used in many industries worldwide, such as oil and gas, solar, water transmission, and construction.
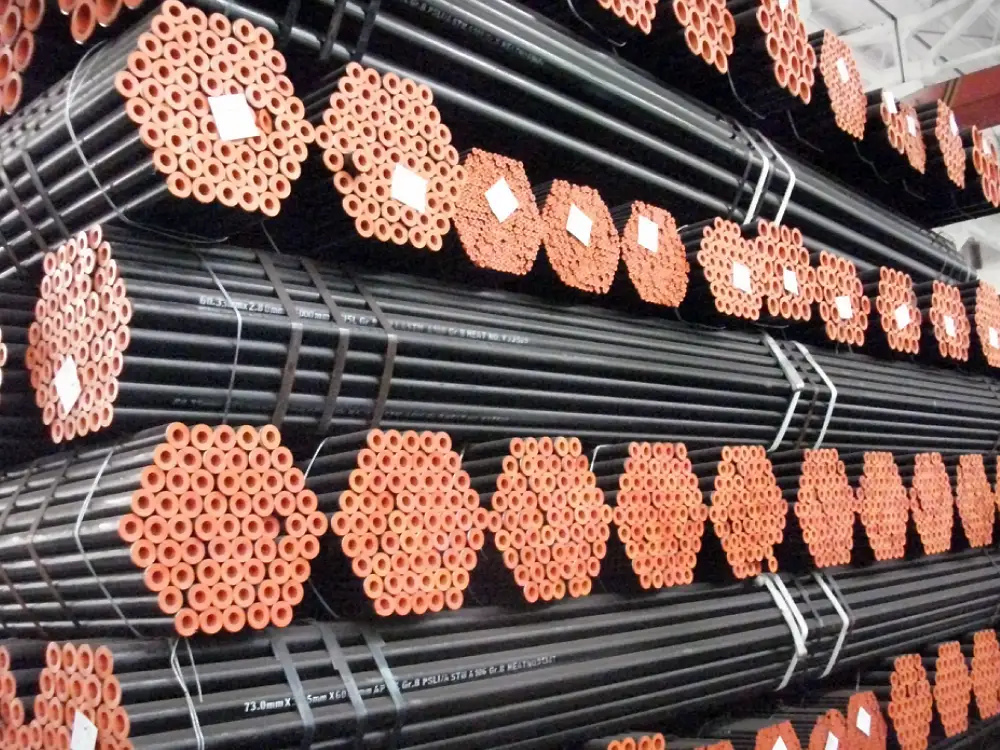
- High-quality carbon steel tubes and pipes, strict production process.
- With an extensive product range, steel pipes are suitable for various industries.
- Customized solutions and tailor-made carbon steel pipes.
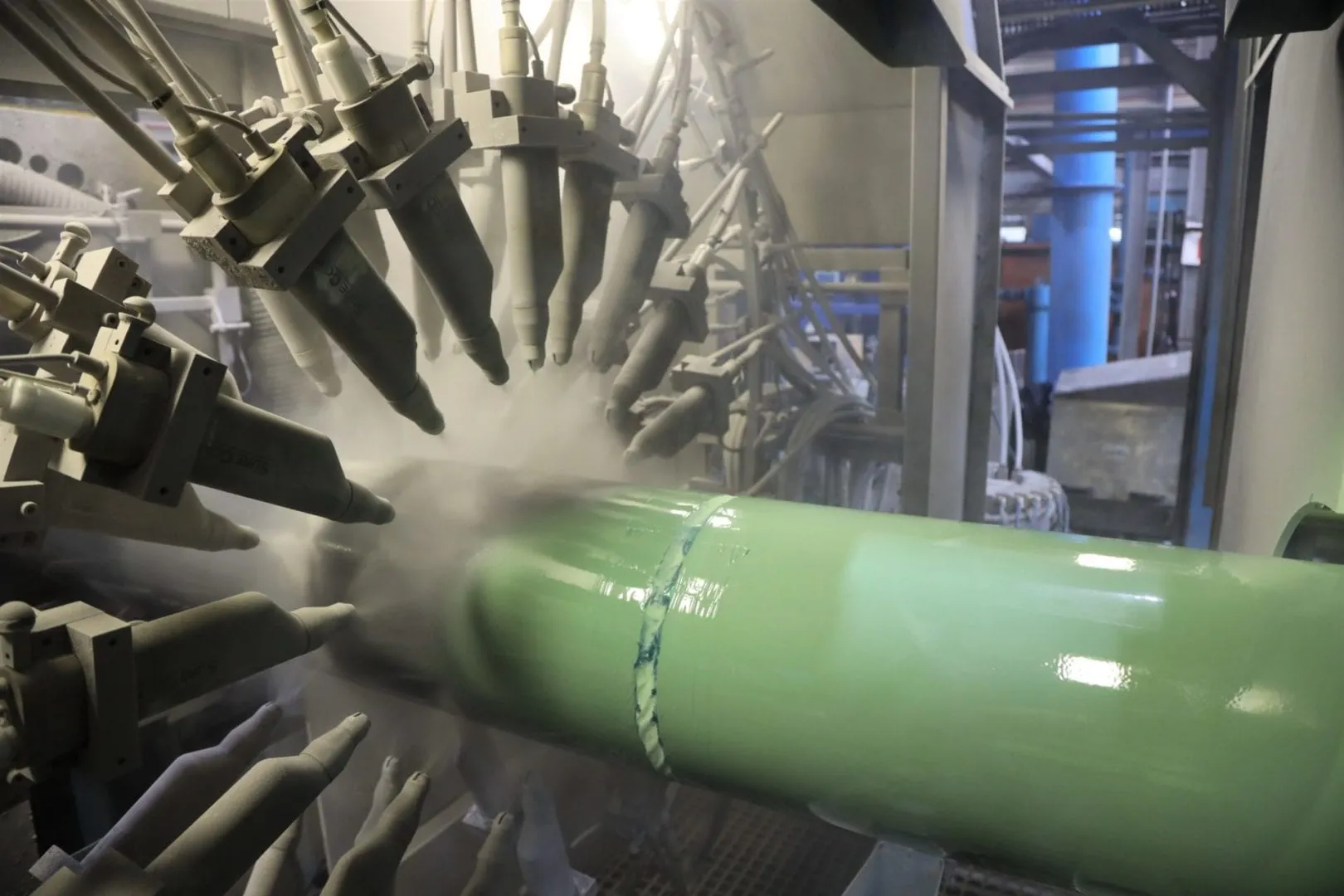
- Advanced production equipment and technology, efficient production.
- Professional team, providing professional technical support.

MOGE Pipeline Project

Auckland Port Expanding Project

PDVSA Pipeline Project

Navojoa Solar Project
Recent News
Blog

Difference Between Schedule 40 and Schedule 80 Pipe
Schedule 40 and Schedule 80 steel pipes are two common choices when buying industrial pipes....
13
Nov
Nov

Top 10 Steel Pipe Manufacturers and Suppliers in the USA
This article will introduce the top Carbon Steel Pipe manufacturers in the United States, their...
11
Sep
Sep
Top 10 Carbon Steel Pipe Manufacturers and Suppliers in China
Introduction China is the largest producer and exporter of carbon steel pipes. It manufactures and...
28
Sep
Sep
Our Clients