Carbon Steel LSAW pipe Manufacturer
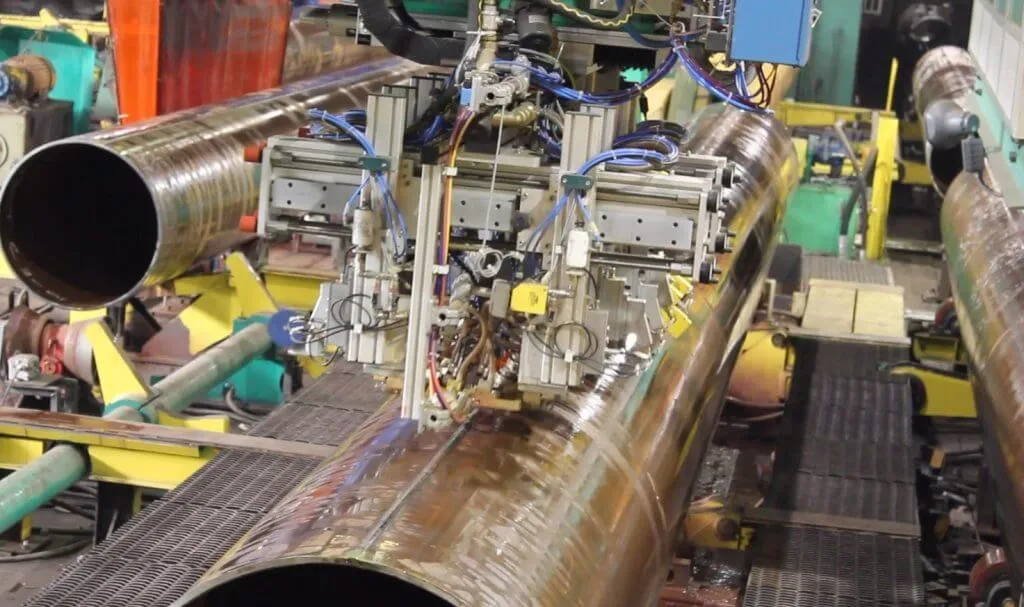
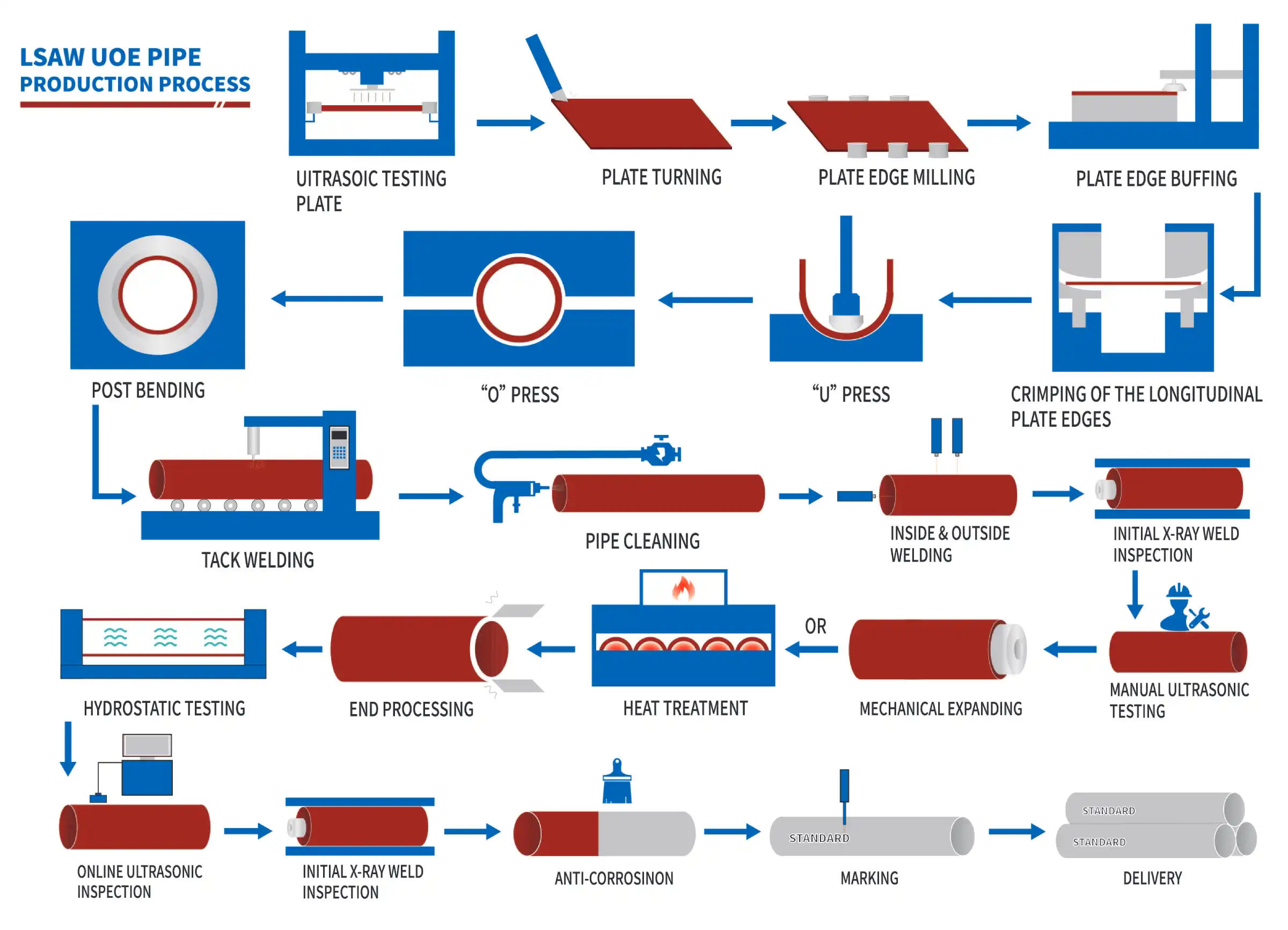
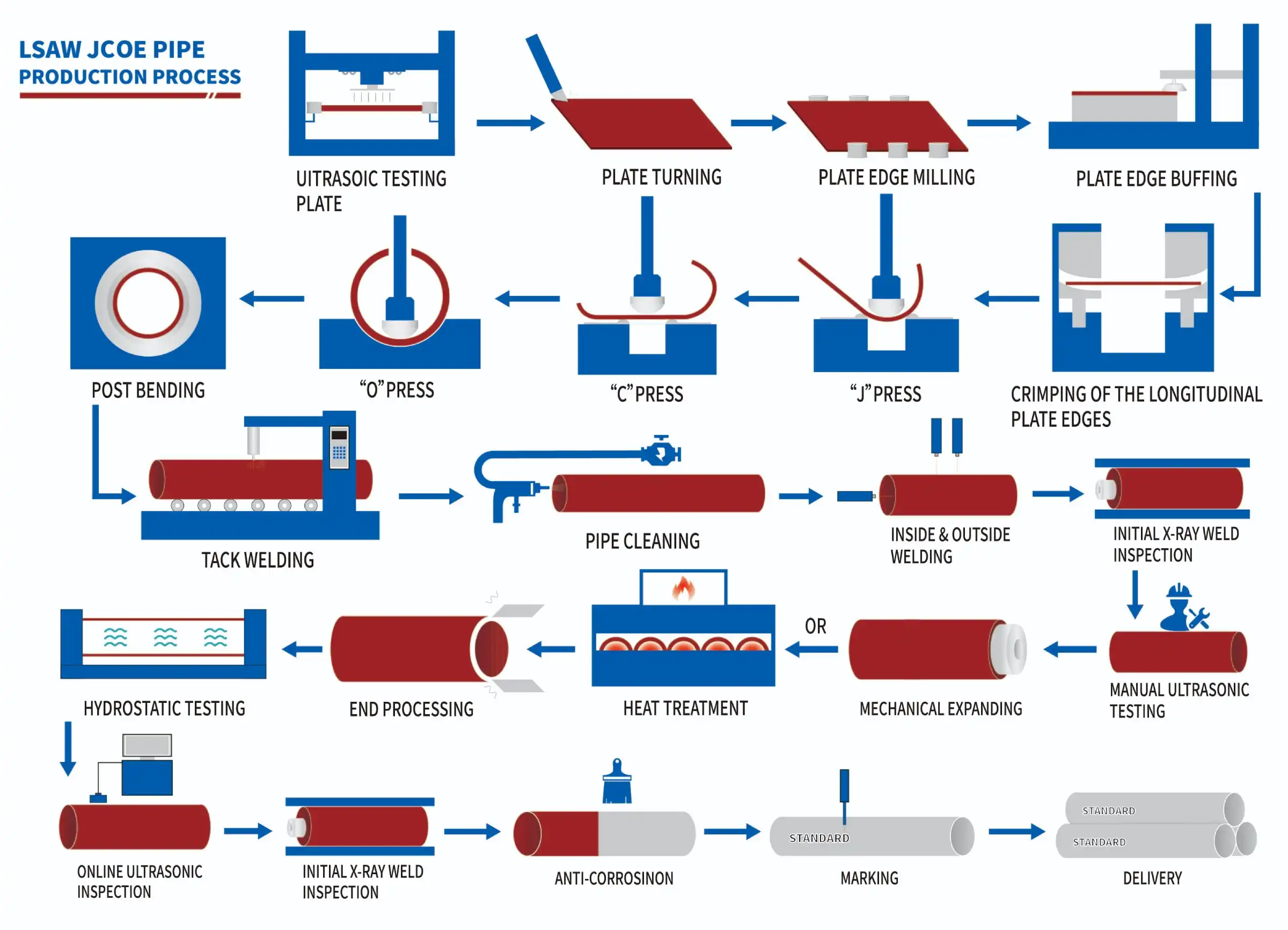
LSAW Steel Pipe (Longitudinal Submerged Arc Welded), LSAW, DSAW, or SAWL Pipe. It is a premium welded pipe distinguished by its straight seam. LSAW pipes are manufactured by forming steel sheets into a cylinder and welding them together using double-sided submerged arc welding. This process gives the pipes great strength and durability.
UNIASEN offers high-quality LSAW steel pipes at competitive prices, designed to meet the demands of industries like oil and gas, water transmission, and infrastructure projects, delivering reliable performance for your critical applications.