
Giriş
Çelik borular hemen hemen her sektörde bir gerekliliktir. Endüstriyel çalışmaları hızlandırmanın ve süreçleri daha verimli hale getirmenin ayrılmaz bir parçasıdırlar.
Birçok çelik boru arasında dikişsiz borular en çok arananlardan biridir. Mekanik özellikleri nedeniyle, kaynaklı borulara göre daha iyi dayanıklılık sunarlar. Sağlam bir metal kütükten geldikleri için strese ve kırılmaya karşı daha dayanıklıdırlar. Genellikle yüksek hassasiyetli ve yüksek basınçlı uygulamalarda gereklidirler.
Dikişsiz borular ve nasıl yapıldıkları hakkında daha fazla bilgi edinmek için bu blogu okumaya devam edin.
Dikişsiz boru nedir?
Dikişsiz borular, herhangi bir kaynaklı bağlantı olmadan üretilen bir çelik boru çeşididir, dolayısıyla adı da buradan gelmektedir. Dikişsiz olmaları, yoğun basınç ve stres altında kırılma riskini azaltır. Kaynaklı boruların aksine, daha pürüzsüz yüzeyler ve düzgün çaplar sunarlar.
Bu özellikler, üstün dayanıklılık ve korozyon direncine sahip olmalarını sağlar. Tüm bu olağanüstü özellikler, onları petrol ve gaz endüstrisi ve inşaat için ideal hale getirir.
Dikişsiz borunun gelişim tarihi
Dikişsiz boruların geçmişi 19. yüzyılın sonlarına kadar uzanmaktadır. Sanayileşmenin ilerlemesiyle birlikte, çeşitli üretim süreçleri yavaş yavaş gelişmiştir. 1885 yılında Mannesmann kardeşler bir makine icat etti. Bu makine silindirler aracılığıyla delikler açıyordu. Bu, çeliğin kaynak yapılmadan boru haline getirilmesini sağladı. Bu buluş 1891'de daha iyi haddeleme süreçlerine yol açtı. Bu, dikişsiz boru yapımında yeni bir aşamaya işaret ediyordu.
1903 yılında İsviçreli Ritteriefel, üretim verimliliğini daha da artıran otomatik boru haddeleme makinesini icat etti. Uzatma ekipmanlarının ortaya çıkmasıyla birlikte modern dikişsiz çelik boru endüstrisi şekillenmiştir. Bunun nedeni sürekli boru haddehaneleri ve boru kriko makineleriydi.
1930 yılında üç merdaneli değirmenlerin, ekstrüderlerin ve soğuk haddehanelerin devreye girmesi dikişsiz boru üretim teknolojisinin ilerlemesini sağlamıştır. 20. yüzyılın ortalarında, gerilim giderme makineleri ve sürekli döküm boşlukları verimliliği artırdı. Bu da dikişsiz boruları kaynaklı olanlardan daha rekabetçi hale getirdi.
1970'lere gelindiğinde, dikişsiz ve kaynaklı boru satışları temelde aynıydı. Dikişsiz borularda kaynak yoktur ve yüksek basınca dayanıklıdır. Yüksek mukavemetli alanlarda yaygın olarak kullanılırlar. Talepleri yılda 5%'nin üzerinde artmaktadır. Küresel çelik boru pazarında temel bir ürün haline gelmektedirler.
Dikişsiz çelik boru nasıl yapılır?
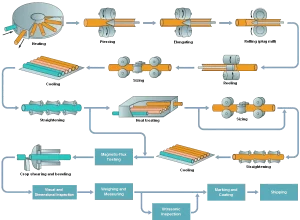
Dikişsiz boru üretimi sağlam bir çelik kütük ile başlar. Bu metal yığını, ideal işlenebilirliğe ve sıcaklığa ulaşmak için bir ısıtma işleminden geçer. Ardından, işçiler onu delip gererek içi boş bir tüpe dönüştürür.
Bu boru, çapını küçültmek için bir uzama ve haddeleme işleminden geçmeye devam eder. Bu işlem sırasında işçiler borunun iç çapını ölçmek için bir mandrel yerleştirir. Borunun mekanik özelliklerini elde etmek için bir dizi ısıl işlem uygulanır.
İstenen çap ve uzunluğa ulaştıktan sonra boru soğutulur. Son rötuşlar, yüzey parlatma ve kaplama gibi son işlemleri içerir. Son olarak, makine dikişsiz boruyu istenen uzunlukta keser.
Hammadde seçimi
Dikişsiz borular çeşitli uygulamalar için dayanıklı bir seçenektir. Bununla birlikte, çok yönlülüklerini en üst düzeye çıkarmak için, işleme için farklı malzemeler mevcut olmalıdır. Hammadde seçimi, çekme mukavemeti, akma mukavemeti ve sertlik dahil olmak üzere borunun ideal özelliklerine ulaşmanın anahtarıdır.
Dikişsiz boru üretimi için en yaygın malzemeler şunlardır:
Karbon Çelik: Genel amaçlı borular için yaygındır, iyi mukavemet ve kaynaklanabilirlik sunar. Su, gaz ve düşük sıcaklık sistemleri gibi düşük basınçlı uygulamalar için uygundur.
Alaşımlı Çelik: Krom, nikel ve molibden gibi alaşım elementlerinden oluşur. Bu bileşim daha yüksek mukavemet, tokluk ve ısı ve korozyona karşı direnç sağlar.
Paslanmaz Çelik: Olağanüstü korozyon direnci ve tokluğu garanti eder. Genellikle denizcilik ve kimyasal işleme gibi aşındırıcı ortamlarda kullanım içindir.
Ayrıntılı üretim adımları
İşte dikişsiz boru üretimine ilişkin daha ayrıntılı bir kılavuz.
Isıtma
Tüm üretim süreci ilk ısıtma işlemiyle başlar. Devasa çelik kütüğe çentik atmadan önce, onu yaklaşık 1.200 santigrat derece sıcaklıktaki bir fırından geçirmeniz gerekir. Bu aşırı sıcaklık çeliği eritmeden yumuşatır. Fırından çıkan şey, sonraki adımlar için yeterince yumuşak olan parlayan sıcak bir çeliktir.
Ekstrüzyon
Endüstriyel döner aletler, içi boş bir kabuk oluşturmak için yanan kütüğü deler. Uzatma işlemi, kabuğu bir dizi ağır hizmet silindirinden geçirir. Bu işlem daha sonra borunun üzerinde çalışılacak ilk şeklini ve boyutunu oluşturur.
Delik Genişletme
İşçiler içi boş boruyu genişletirken, bir mandreli içine doğru zorlamaya devam edeceklerdir. Bu adım, düzgün bir iç çap ve eşit duvar kalınlığı sağlamak için çok önemlidir. Mandrel frezeleme, sürekli haddeleme ve istenen boyutlara kadar germeyi içerir.
Soğutma
İdeal boyut ve ölçüleri gerçekleştirdikten sonra boru kademeli olarak soğutulur. Bu soğutma işlemi, termal stresi önlemek için kontrollü bir ortamda gerçekleşir. Ayrıca borunun bütünsel mekanik özelliklerinin korunmasına da yardımcı olur. Borunun tamamen soğuması, borunun nihai çapında katılaşmasını işaret eder.
Doğrultma
Önceki adımlar mükemmel bir boru yapımında tam bir başarıyı garanti etmez. Soğutulduktan sonra bile çarpıklıklar ve kıvrımlar olacaktır. Bu nedenle boruların yine de bir doğrultma makinesinden geçirilmesi gerekir. Silindirler veya doğrultma makinesi boruyu hizalamak için kontrollü basınç uygulayacaktır. Bu, nihai ürünün geometrik olarak doğru ve kullanılabilir olmasını sağlar.
İşlem Sonrası
İşlem sonrası, gelişmiş özellikler için yüzey parlatma, diş açma veya ısıl işlem içerebilir. İşçiler ayrıca aşınma ve korozyona karşı koruma sağlamak için bir yüzey kaplaması da ekleyebilirler. Bu adım, borunun belirli uygulama standartlarını karşılamasını sağlar.
Kalite Kontrol
Kalite kontrol, boruyu boyutsal doğruluk, mukavemet ve yüzey kusurları açısından kontrol eder. X-ray ve ultrasonik denetimler de dahil olmak üzere güvenli test mekanizmaları, boruların hatasız olmasını sağlar. Boru, sevkiyattan önce son denetime tabi tutulur.
Süreç karşılaştırması
| Mülkiyet | Sıcak Haddelenmiş Dikişsiz Boru | Soğuk Haddelenmiş Dikişsiz Boru |
| Üretim Sıcaklığı | Yüksek sıcaklıklarda üretilir (>1.000°C) | Oda sıcaklığında veya hafif yüksek sıcaklıkta üretilir |
| Yüzey İşlemi | Pürüzlü, kireçli olabilir | Pürüzsüz, temiz yüzey, minimum oksidasyon |
| Güç | Daha düşük gerilme mukavemeti ve sertlik | Daha yüksek gerilme mukavemeti, daha hassas boyutlar |
| Maliyet | Daha az pahalı | Ek işlemler nedeniyle daha pahalı |
| Uygulamalar | Ağır hizmet tipi, düşük hassasiyetli kullanımlar | Hassas mühendislik, otomotiv, havacılık, basınçlı kaplar |
Sıcak haddelenmiş dikişsiz borunun yanı sıra, soğuk çekilmiş dikişsiz boru olarak adlandırılan bu tür de vardır. Her ikisi de farklı uygulamalar için gerekli farklı özellikler sunar. İşte bu ikisinin süreç içinde nasıl değiştiğine daha yakından bir bakış.
Sıcak haddelenmiş dikişsiz boru
Sıcak haddelenmiş borudaki kilit nokta, kütüğün yaklaşık bin santigrat dereceye veya biraz üzerine kadar ısıtılmasıdır. Tüm süreç, boruyu sıcakken şekillendirmeye odaklanır.
Bu işlem, çoğu açıdan kaynaklı bir borudan daha iyi bir boru oluşturur. Ancak, sıcak haddelenmiş dikişsiz boru, soğuk çekilmiş dikişsiz tipten daha düşük kalır. Oksidasyon nedeniyle daha pürüzlü bir yüzey kaplamasına sahiptir ve aynı zamanda daha düşük gerilme mukavemeti sunar.
Daha uygun fiyatlı olmasına ve dikişsiz borular için genel uygulamaya dayanabilmesine rağmen.
Soğuk çekilmiş dikişsiz boru
Sıcak haddelenmiş borulardan daha iyi bir seçenek arıyorsanız, soğuk çekilmiş dikişsiz borular tercih etmeniz gereken seçenektir. Süreç, oda sıcaklığında sıcak haddelenmiş bir boru üzerinde çalışmayı içerir. Buradan sonra boru bir dizi pilfering veya soğuk çekme işleminden geçer. Yavaş yavaş soğurken boru üzerinde çalışmak daha yüksek gerilme mukavemeti sağlar. Ayrıca daha rafine ve daha pürüzsüz bir yüzeye sahiptir.
Ancak, soğuk çekilmiş dikişsiz borular sıcak haddelenmiş borulardan daha pahalıdır. Ayrıca yüksek hassasiyetli uygulamalar için daha özeldirler. Bunlar arasında hidrolik sistemler, otomotiv üretimi ve basınçlı kaplar sayılabilir.