Koolstofstaal LSAW pijp Fabrikant
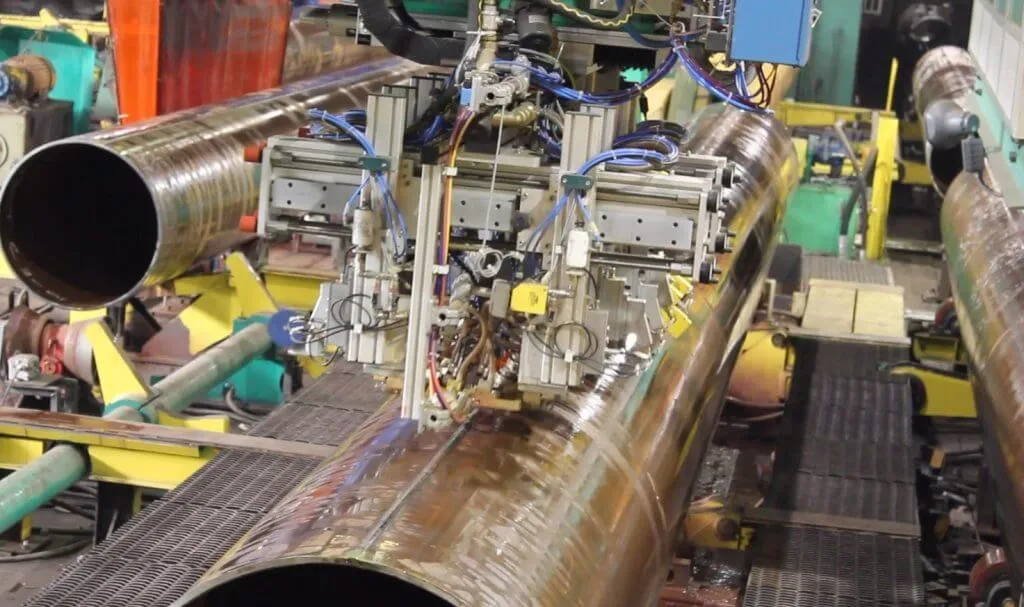
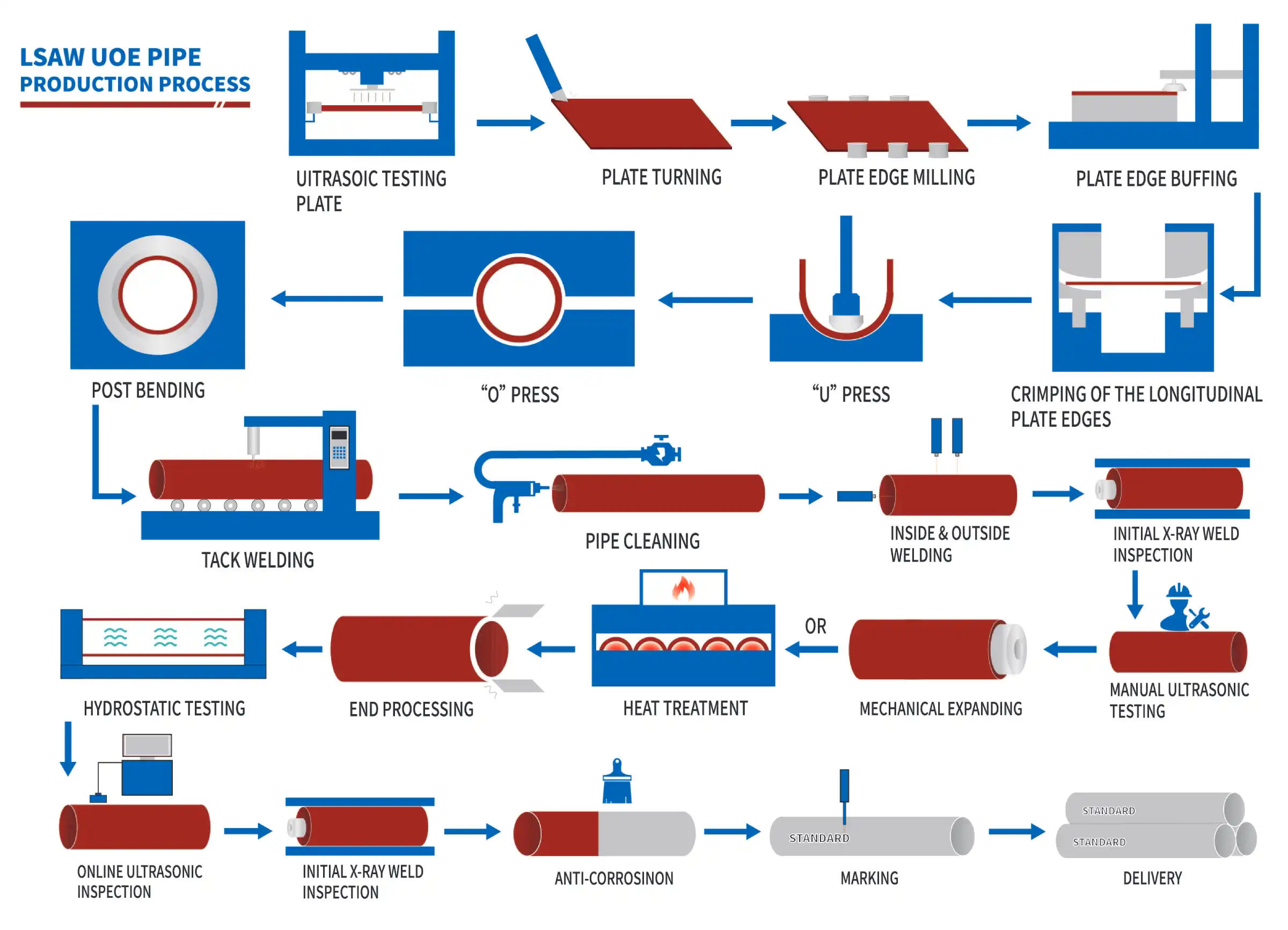
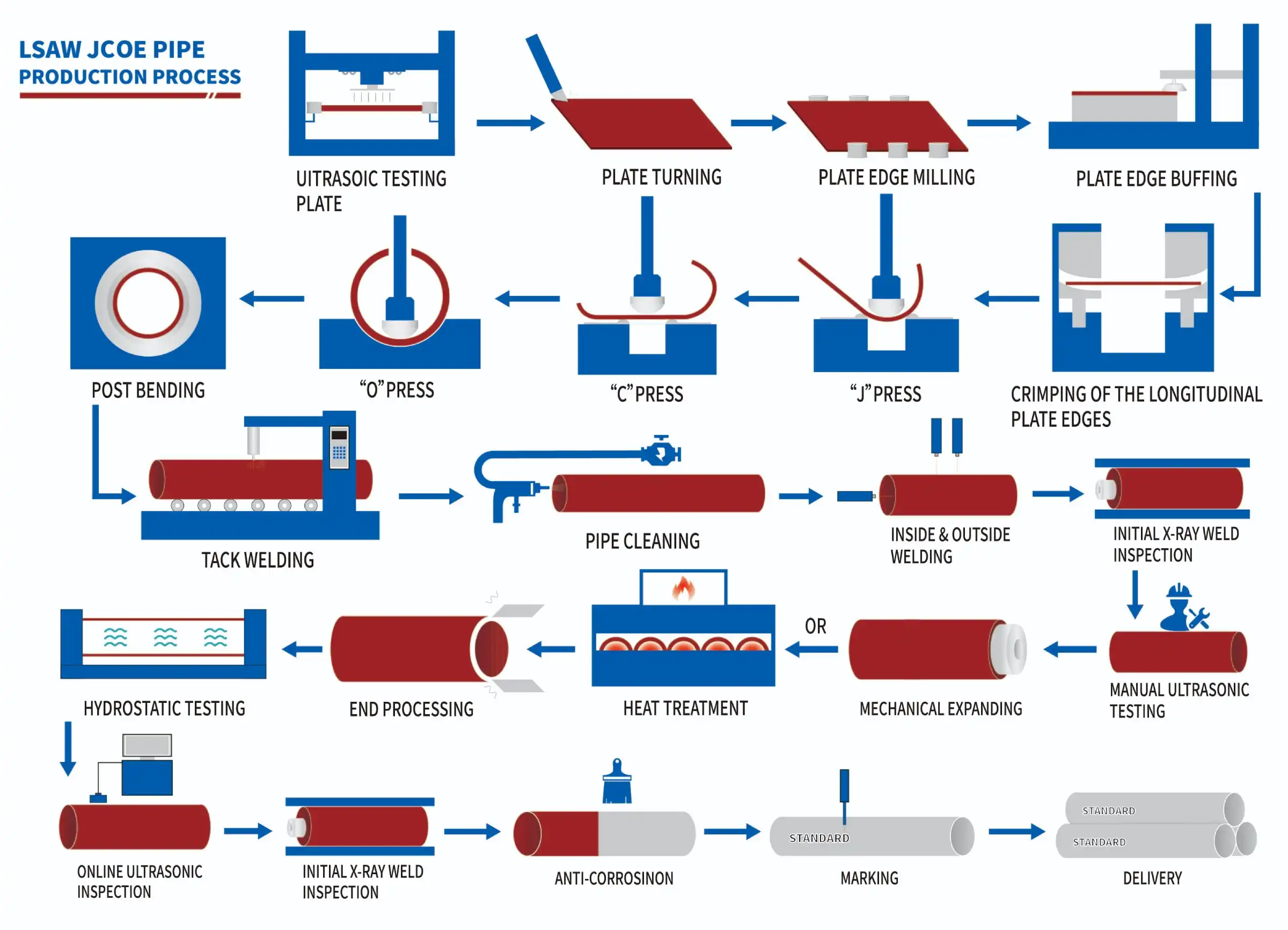
LSAW-staalpijp (Longitudinal Submerged Arc Welded), LSAW, DSAW of SAWL-pijp. Het is een hoogwaardige gelaste pijp die zich onderscheidt door zijn rechte naad. LSAW-buizen worden vervaardigd door stalen platen tot een cilinder te vormen en aan elkaar te lassen met dubbelzijdig onder poederdek lassen. Dit proces geeft de buizen een grote sterkte en duurzaamheid.
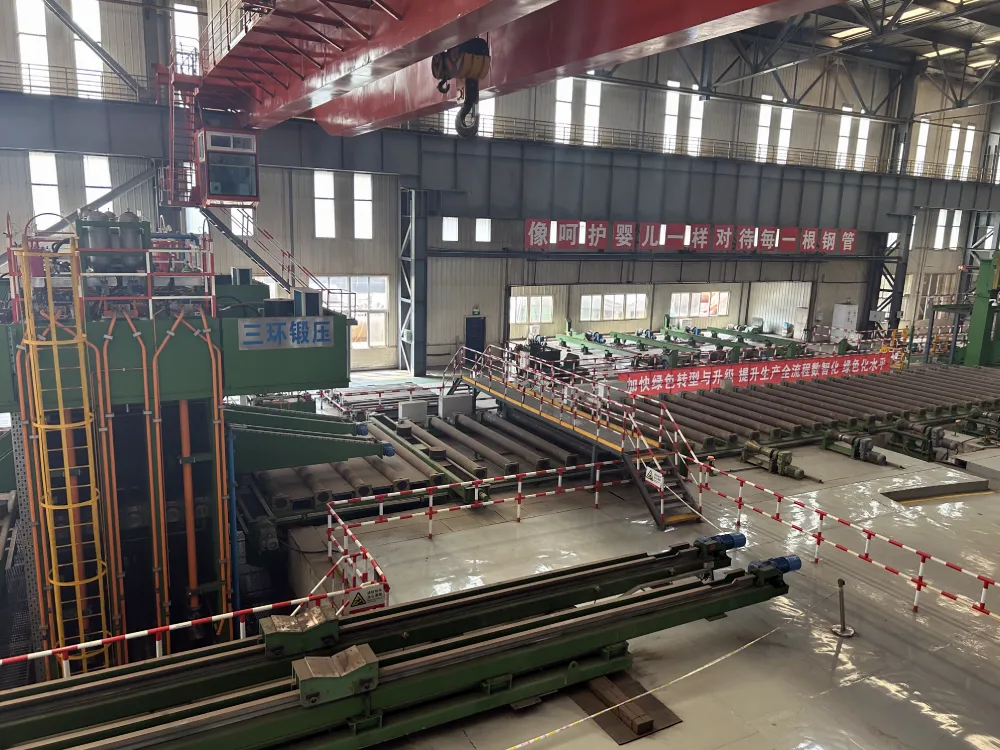
UNIASEN biedt hoogwaardige LSAW stalen buizen tegen concurrerende prijzen, ontworpen om te voldoen aan de eisen van industrieën zoals olie en gas, watertransmissie en infrastructuurprojecten, en levert betrouwbare prestaties voor uw kritieke toepassingen.