
Inleiding
Stalen buizen zijn een noodzaak in bijna elke industrie. Ze maken integraal deel uit van het versnellen van industriële werkzaamheden en het efficiënter maken van processen.
Van de vele stalen buizen zijn naadloze buizen een van de meest gewilde. Door hun mechanische eigenschappen zijn ze duurzamer dan gelaste buizen. Omdat ze uit een massief stuk metaal komen, zijn ze beter bestand tegen spanning en breuk. Ze zijn vaak nodig in toepassingen met hoge precisie en hoge druk.
Lees deze blog voor meer informatie over naadloze buizen en hoe ze worden gemaakt.
Wat is een naadloze buis?
Naadloze buizen zijn een stalen buisvariant die wordt vervaardigd zonder lasverbindingen, vandaar de naam. Het ontbreken van naden vermindert het risico op breuk onder zware druk en spanning. In tegenstelling tot gelaste buizen bieden ze gladdere oppervlakken en een uniforme diameter.
Dankzij deze eigenschappen hebben ze een superieure duurzaamheid en corrosiebestendigheid. Al deze opmerkelijke eigenschappen maken ze ideaal voor de olie- en gasindustrie en de bouw.
Ontwikkelingsgeschiedenis van naadloze buizen
De geschiedenis van naadloze buizen gaat terug tot het einde van de 19e eeuw. Met de voortschrijdende industrialisatie ontwikkelden zich geleidelijk verschillende productieprocessen. In 1885 vonden de gebroeders Mannesmann een machine uit. Deze boorde gaten door rollen. Hierdoor konden van staal buizen worden gemaakt zonder te lassen. Deze uitvinding leidde in 1891 tot betere walsprocessen. Dit betekende een nieuwe fase in het maken van naadloze buizen.
In 1903 vond het Zwitserse Ritteriefel de automatische pijprolmachine uit, waardoor de productie nog efficiënter werd. Met de komst van uitbreidingsapparatuur kreeg de moderne industrie voor naadloze stalen buizen vorm. Dit was te danken aan continue pijpenwalserijen en doorpersmachines.
In 1930 bevorderde de introductie van driewalserijen, extruders en koudwalserijen de vooruitgang van de technologie voor de productie van naadloze buizen. Halverwege de 20e eeuw verbeterden spanningsverminderingsmachines en continu gegoten vormstukken de efficiëntie. Hierdoor werden naadloze buizen concurrerender dan gelaste buizen.
In de jaren 1970 was de verkoop van naadloze en gelaste buizen in principe gelijk. Naadloze buizen hebben geen lasnaden en zijn bestand tegen hoge druk. Ze worden veel gebruikt in gebieden met hoge sterkte. De vraag groeit met meer dan 5% per jaar. Ze worden een kernproduct op de wereldwijde markt voor stalen buizen.
Hoe wordt een naadloze stalen pijp gemaakt?
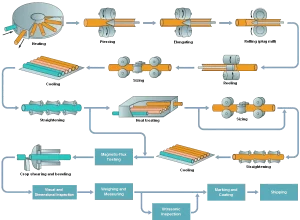
De productie van naadloze buizen begint met een massief stalen staaf. Dit stuk metaal ondergaat een verhittingsproces om de ideale smeedbaarheid en temperatuur te bereiken. Daarna doorboren en rekken de arbeiders het uit, waardoor het een holle buis wordt.
Deze buis doorloopt een rek- en walsproces om de diameter te verkleinen. Tijdens dit proces brengen de arbeiders een doorn in om de binnendiameter van de buis te vergroten. Een reeks warmtebehandelingen wordt uitgevoerd om de mechanische eigenschappen van de buis te verkrijgen.
Nadat de buis de gewenste diameter en lengte heeft bereikt, wordt hij gekoeld. De laatste afwerking bestaat uit nabehandeling, zoals oppervlaktepolijsten en coaten. Tot slot snijdt de machine de naadloze buis in de gewenste lengte.
Selectie van grondstoffen
Naadloze buizen zijn een duurzame optie voor verschillende toepassingen. Om hun veelzijdigheid te maximaliseren, moeten er echter verschillende materialen beschikbaar zijn voor verwerking. De keuze van de grondstoffen is de sleutel tot het bereiken van de ideale eigenschappen van de buis, zoals treksterkte, vloeigrens en hardheid.
Dit zijn de meest voorkomende materialen voor de productie van naadloze buizen:
Koolstofstaal: Gebruikelijk voor buizen voor algemeen gebruik, met een goede sterkte en lasbaarheid. Geschikt voor lagedruktoepassingen zoals water, gas en lage temperatuursystemen.
Gelegeerd staal: Samengesteld uit legeringselementen zoals chroom, nikkel en molybdeen. Deze samenstelling zorgt voor een hogere sterkte, taaiheid en weerstand tegen hitte en corrosie.
Roestvrij staal: Garandeert uitzonderlijke corrosiebestendigheid en taaiheid. Het wordt vaak gebruikt in corrosieve omgevingen, zoals de scheepvaart en chemische processen.
Productiestappen in detail
Hier volgt een meer gedetailleerde handleiding voor de productie van naadloze buizen.
Verwarming
Het hele fabricageproces begint met het eerste verhittingsproces. Voordat je een deuk kunt maken in de massieve stalen staaf, moet je deze door een oven van ongeveer 1.200°Celsius laten gaan. Deze extreme temperatuur maakt het staal zacht zonder het te smelten. Wat uit de oven komt, is gloeiend heet staal dat kneedbaar genoeg is voor de volgende stappen.
Extrusie
Industriële roterende gereedschappen doorboren de brandende staaf om een hol omhulsel te creëren. Tijdens het rekproces wordt het omhulsel door een reeks zware rollen gevoerd. Dit vormt vervolgens de oorspronkelijke vorm en grootte van de pijp om op te werken.
Gat Uitbreiding
Terwijl de holle buis uitzet, blijven de arbeiders er een doorn in forceren. Deze stap is cruciaal om een gladde binnendiameter en uniforme wanddikte te verkrijgen. Bij het frezen met een doorn wordt de buis voortdurend gerold en uitgerekt tot de gewenste afmetingen.
Koeling
Na het realiseren van de ideale maat en afmetingen wordt de pijp geleidelijk afgekoeld. Dit koelproces vindt plaats in een gecontroleerde omgeving om thermische spanning te voorkomen. Het helpt ook om de integrale mechanische eigenschappen van de buis te behouden. De volledige afkoeling van de buis markeert het stollen van de buis in zijn uiteindelijke diameter.
Rechtzetten
De voorgaande stappen garanderen geen volledig succes bij het maken van een perfecte pijp. Zelfs na afkoeling zullen er nog vervormingen en bochten zijn. Daarom moeten de pijpen nog door een richtmachine. Rollen of een richtmachine oefenen gecontroleerde druk uit om de pijp uit te lijnen. Dit zorgt ervoor dat het eindproduct geometrisch nauwkeurig en bruikbaar is.
Nabewerking
Nabewerking kan bestaan uit oppervlaktepolijsten, draadsnijden of warmtebehandeling voor betere eigenschappen. Arbeiders kunnen ook een oppervlaktecoating aanbrengen om slijtage en corrosie tegen te gaan. Deze stap zorgt ervoor dat de pijp voldoet aan specifieke toepassingsnormen.
Kwaliteitscontrole
Kwaliteitscontrole controleert de pijp op maatnauwkeurigheid, sterkte en oppervlaktedefecten. Veilige testmechanismen, waaronder röntgen- en ultrasone inspecties, zorgen ervoor dat de buizen geen gebreken vertonen. De pijp ondergaat een eindinspectie voor verzending.
Procesvergelijking
| Eigendom | Warmgewalste naadloze pijp | Koudgewalste Naadloze Pijp |
| Temperatuur bij productie | Geproduceerd bij hoge temperaturen (>1.000°C) | Geproduceerd bij kamertemperatuur of licht verhoogd |
| Afwerking oppervlak | Ruw, kan schaal hebben | Glad, schoon oppervlak, minimale oxidatie |
| Sterkte | Lagere treksterkte en hardheid | Hogere treksterkte, preciezere afmetingen |
| Kosten | Minder duur | Duurder door extra verwerking |
| Toepassingen | Zware toepassingen met lage precisie | Precisietechniek, auto-industrie, lucht- en ruimtevaart, drukvaten |
Naast warmgewalste naadloze buis bestaat er ook een type dat koudgetrokken naadloze buis wordt genoemd. Beide bieden verschillende eigenschappen die nodig zijn voor verschillende toepassingen. Hier wordt nader ingegaan op de verschillen in proces tussen deze twee.
Warmgewalste naadloze buis
Het belangrijkste punt bij warmgewalste pijp is dat de billet wordt verhit tot rond of iets meer dan duizend graden Celsius. Het hele proces draait om het vormen van de pijp terwijl deze gloeiend heet is.
Dit proces levert een pijp op die in de meeste opzichten beter is dan een gelaste pijp. Maar de warmgewalste naadloze buis blijft inferieur aan het koudgetrokken naadloze type. Het oppervlak is ruwer door oxidatie en de treksterkte is lager.
Hoewel het betaalbaarder is en bestand is tegen algemene toepassingen voor naadloze buizen.
Koudgetrokken naadloze buis
Koudgetrokken naadloze buizen zijn je eerste keuze als je op zoek bent naar een betere keuze dan warmgewalste buizen. Bij dit proces wordt een warmgewalste buis op kamertemperatuur bewerkt. Van hieruit ondergaat de buis een reeks giet- of koudtrekprocessen. Het bewerken van de pijp terwijl deze geleidelijk afkoelt, zorgt voor een hogere treksterkte. De pijp heeft ook een verfijnder en gladder oppervlak.
Maar koudgetrokken naadloze buizen zijn duurder dan warmgewalste. Ze zijn ook exclusiever voor toepassingen met hoge precisie. Hieronder vallen hydraulische systemen, autofabricage en drukvaten.