BS 3601 강관
표준 개요:
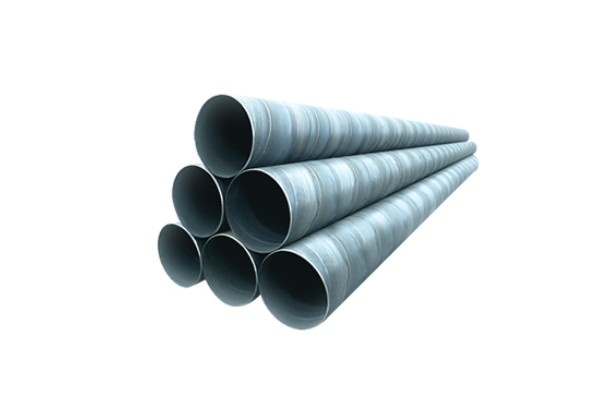
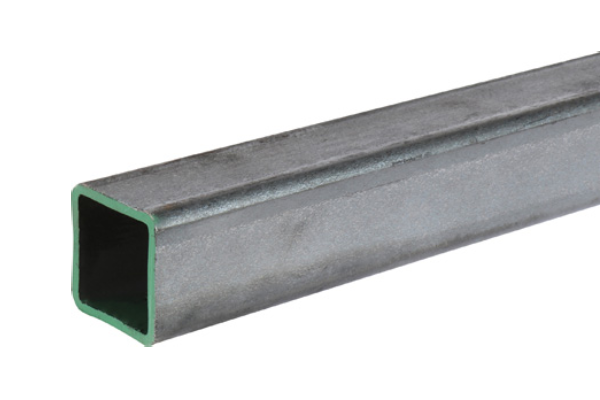
BS 3601은 탄소강 파이프 및 튜브에 대한 요구 사항을 지정합니다. 특히 실온에서 압력을 가하는 용도로 사용됩니다.
주요 자료:
탄소강, 특히 360등급과 같은 등급.
적용 범위:
BS 3601은 내구성 있는 배관 시스템이 필요한 건설, 석유 및 가스, 제조 등의 산업에서 널리 사용됩니다. 일반적으로 압력 용기, 배관 및 구조용 애플리케이션에 사용됩니다.
검은색 및 아연 도금 마감으로 제공되는 BS 3601은 화재 방지 용도에 이상적입니다. 유연하게 구부릴 수 있지만 구부러진 내경이 파이프 외경의 12배 미만인 경우에는 사용하지 않는 것이 좋습니다.
BS 3601 파이프 견적 요청